Технологический центр Motorbacs был основан в апреле 2022 года и в настоящее время насчитывает более 80 специалистов. Структурно центр разделен на два основных подразделения: департамент проектов и департамент инженерных технологий.
Проектный отдел включает секцию анализа проектов, секцию разработки новых проектов, секцию серийных проектов и секцию развития поставщиков. Отдел инженерных технологий состоит из секции моделирования и анализа, секции технологий оснастки и пресс-форм, секции приспособлений и стапелей, секции планирования производственных линий, секции производственного инжиниринга, секции внедрения процессов и нормативной себестоимости, а также секции испытаний и лаборатории.
Технологический центр объединяет множество ключевых функций, включая:- Проектирование изделий, моделирование и разработку прототипов
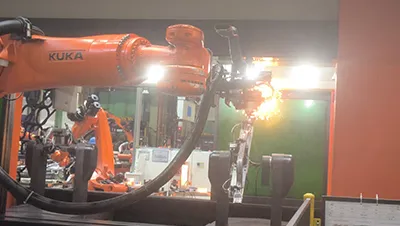
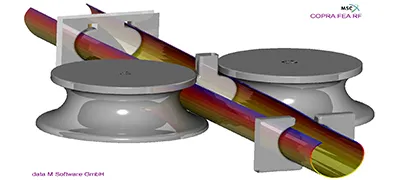
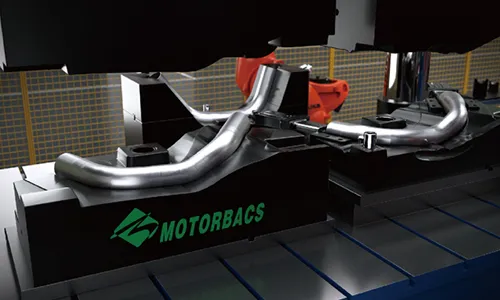
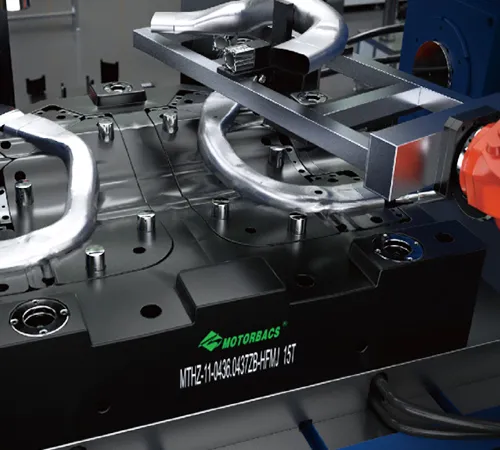
- Проектирование, моделирование и изготовление оснастки
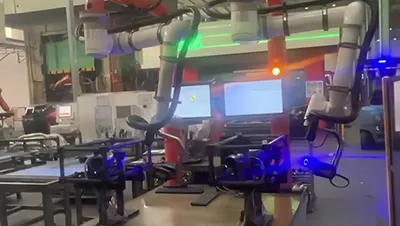
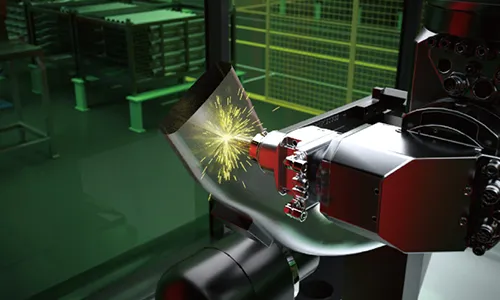
- Проектирование, моделирование и внедрение производственных линий
- Разработку новых проектов
- Управление серийными проектами
- Мониторинг проектов
- Управление затратами и развитие ресурсов
Данное предприятие действует в качестве комплексного инновационного центра и служит основным двигателем постоянного развития и совершенствования компании Motorbacs.




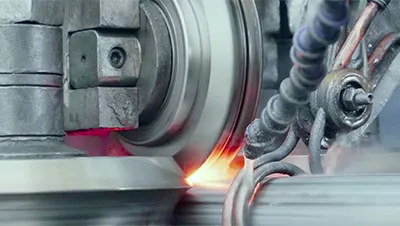
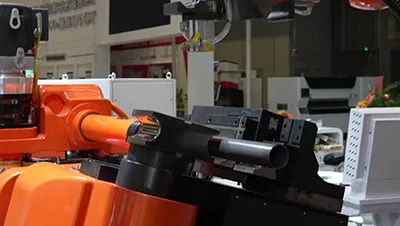
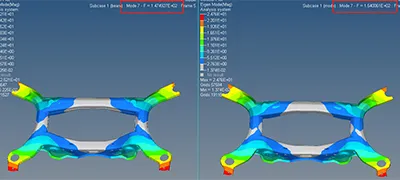
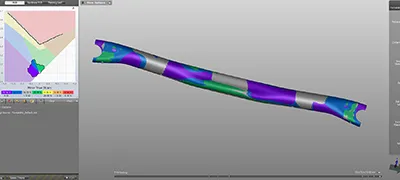
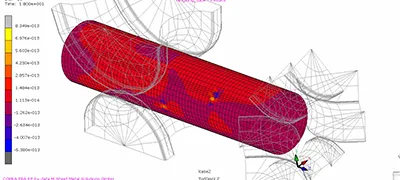
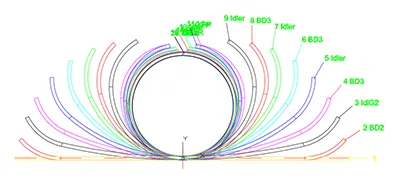
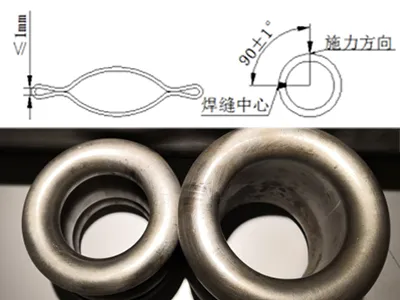
Компания располагает опытной командой инженеров по проектированию пресс-форм и контрольно-измерительной оснасткии. На сегодняшний день ими было спроектировано более двухсот комплектов пресс-форм и контрольных приспособлений для проектов торсионных балок подвески и продольных рычагов. Команда свободно владеет CAE-анализом, программным обеспечением для 3D-моделирования и передовыми технологиями поверхностного дизайна.
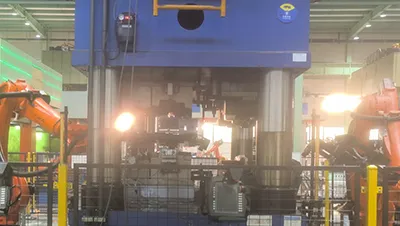
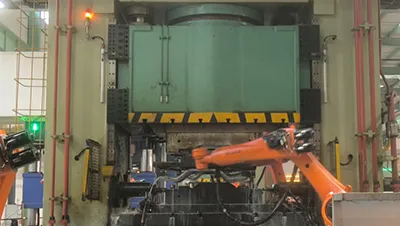
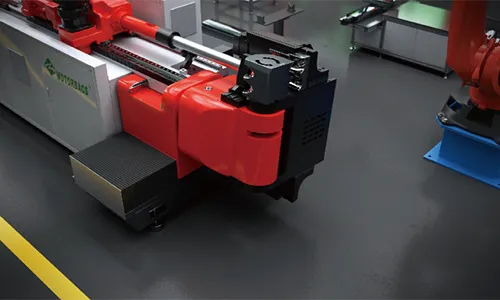
Наши текущие внутренние возможности производства оснастки включают три портальных обрабатывающих центра, два высокоскоростных фрезерных обрабатывающих центра, двадцать четыре вертикальных обрабатывающих центра, четыре токарных станка с ЧПУ и три проволочно-вырезных станка. Благодаря этим ресурсам все работы по обработке и изготовлению оснастки и приспособлений могут выполняться внутри компании, за исключением термообработки и пятиосевой обработки.